AIR EMISSIONS
Key point sources of air emissions at our mill are recovery boilers, power boilers, fiber lines, bleaching plant and lime kilns.
Recovery and power boilers are used to generate steam. Recovery boiler, power boilers and lime kiln stacks are fitted with emissions abatement equipment in the form of electrostatic precipitators to reduce the particulate loading of air emissions.
Meanwhile, Continuous Emissions Monitoring System (CEMS) equipment is installed at key emission sources to provide data for review at our control rooms in addition to third party monitoring for regulatory reporting. The result of CEMs and third party monitoring are reported to regulators.
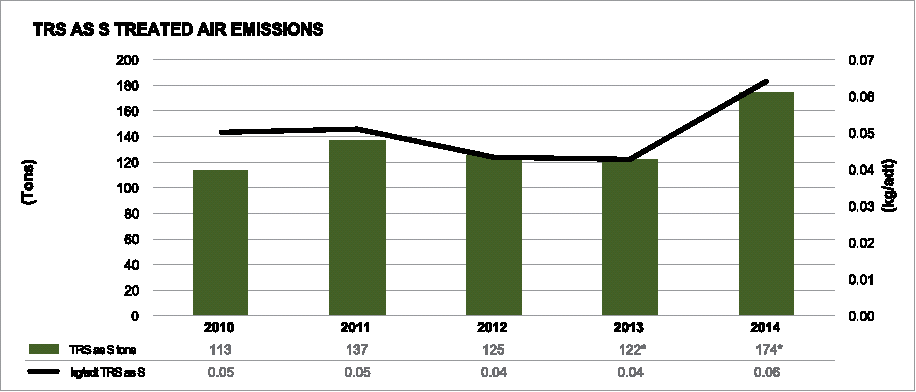
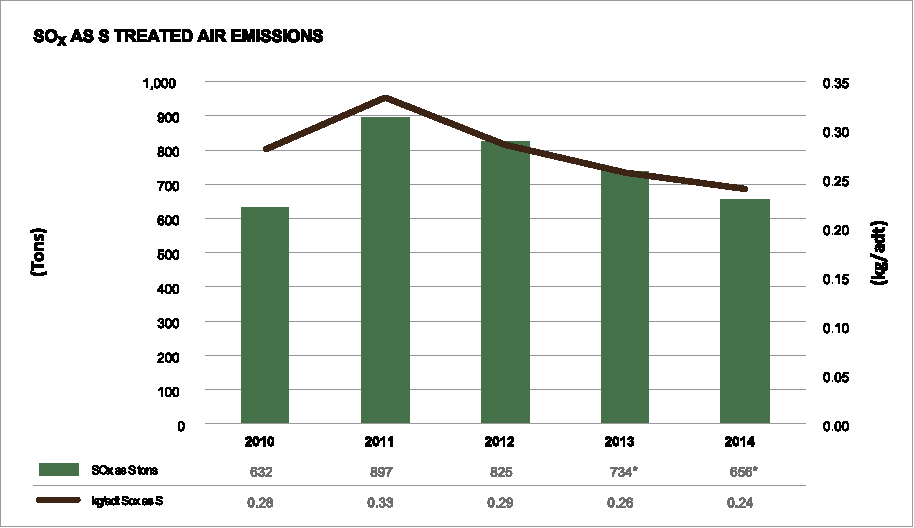
The reduction of sulphur emission levels is a result of initiatives to utilize lower sulfur content coal. Better control of limestone feeding for sulfur scrubbing delivered a significant contribution to sulfur emission reduction.
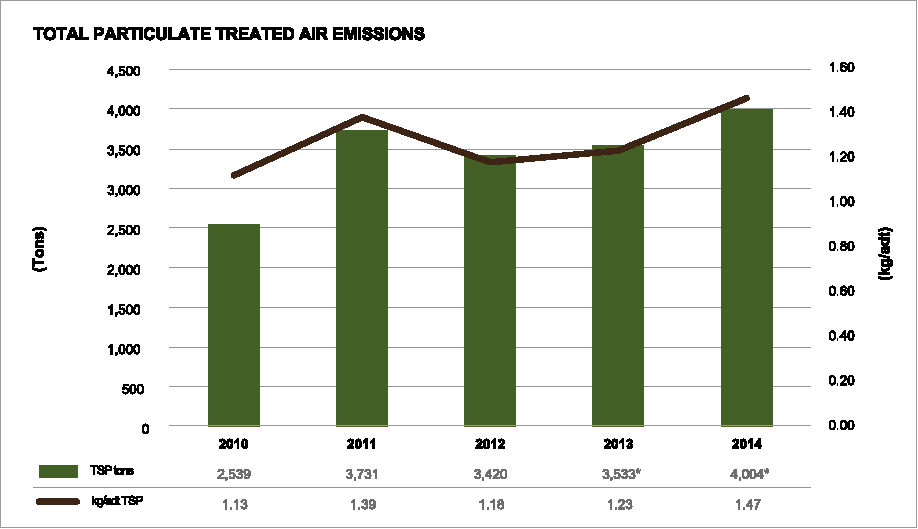
Treated particulate emissions are emitted by 3 Power boilers, 4 Recovery boilers and 3 lime kilns. A modern electrostatic precipitator (ESP) was installed to mitigate particulate emission.
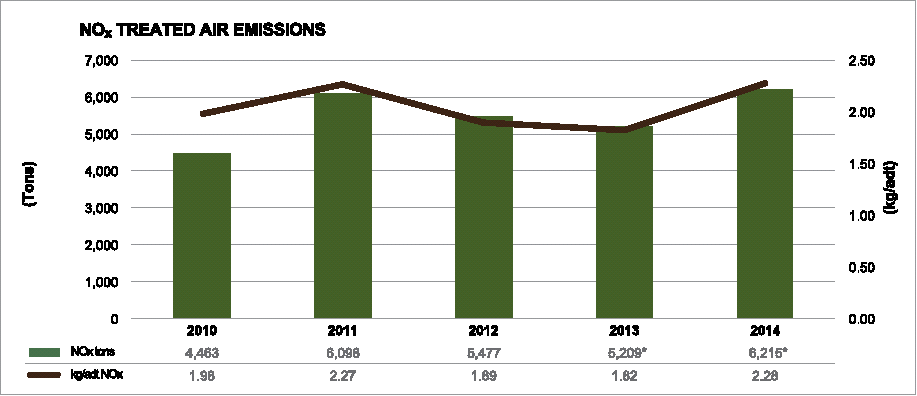
More use of Acacia during the year 2014 has slightly increase emission of treated NOx and TRS into the atmosphere. The fewer black liquor solids produced by Acacia has slightly reduced recovery boiler loads and consequently increase power boiler loads.
Overall, in the past five years, APRIL Group continues to make improvements on its emission, water and energy efficiency programs. We are also in the process of engaging an independent third party to conduct a study on the most relevant methodology to assess the company’s integrated greenhouse gas (GHG) emission efforts. The study will cover the baseline as well as formulate the overall strategy for the company in minimizing its GHG emissions.
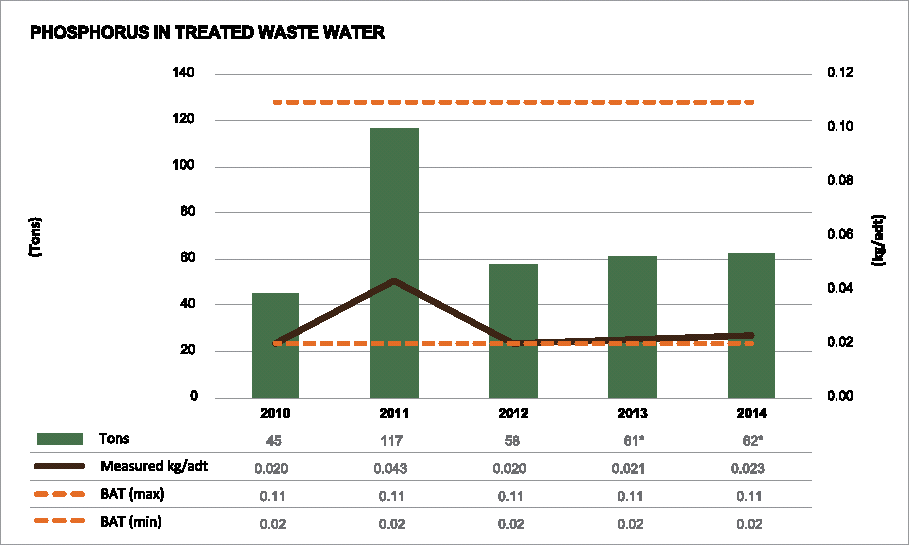
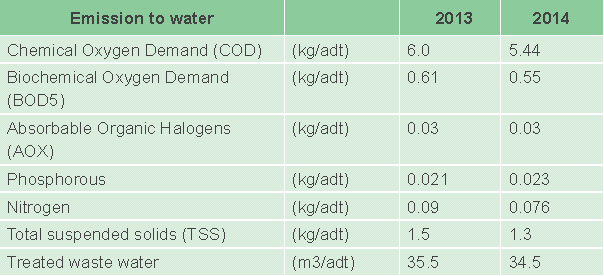
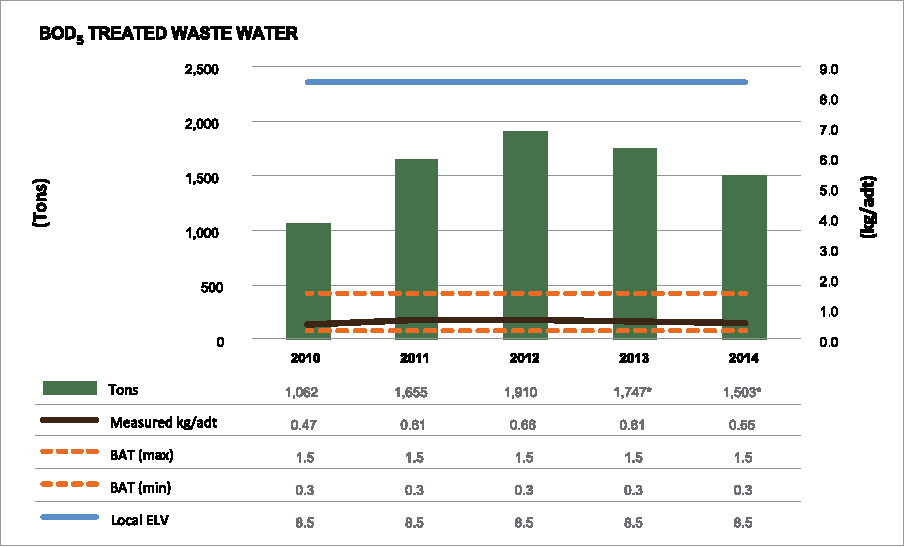
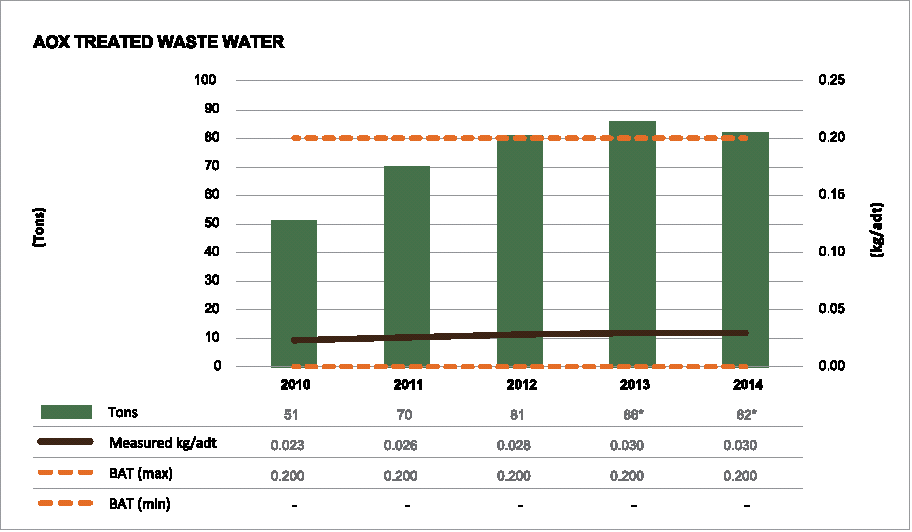
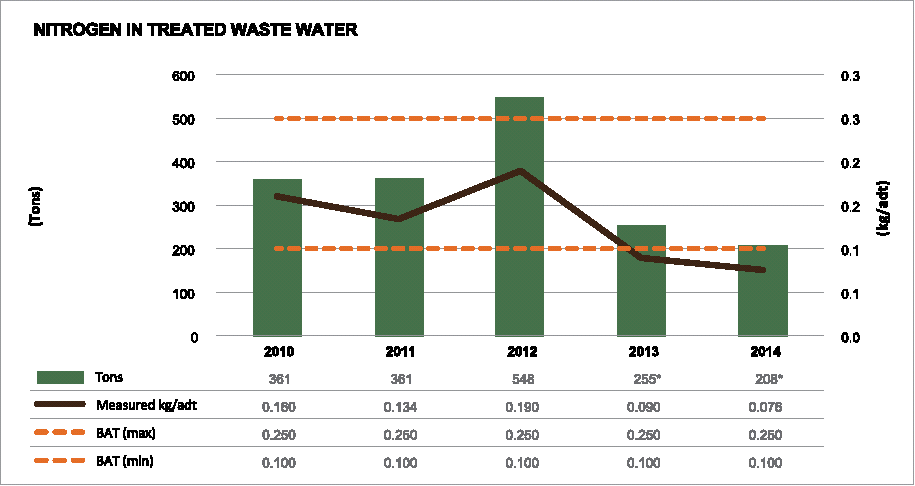
WATER EMISSIONS (G4 EN2)
BIOLOGICAL OXYGEN DEMAND (BOD)
ABSORBABLE ORGANIC HALIDES (AOX)
TOTAL NITROGEN
TOTAL PHOSPHOROUS